Condiciones en el Setup que no se distinguen.
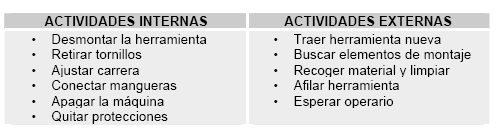
ESTAPA 1 Separación de la configuración interna y externa El paso más importante en la implementación de SMED es distinguir entre configuración interna y externa. todos estarán de acuerdo que la preparación de piezas, el mantenimiento, etc., no debe ser hecho mientras las máquinas están detenidas. No obstante, es absolutamente asombroso observar con qué frecuencia este es el caso. Si, en cambio, hacemos un esfuerzo científico para tratar la mayor parte de la configuración operación como sea posible como configuración externa, luego el tiempo necesario para la configuración interna, realizada mientras la máquina está apagada, generalmente puede ser cortar un 30%-50%. Dominar la distinción entre lo interno y lo la configuración externa es, por lo tanto, el pasaporte para lograr SMED. ETAPA 2 Acabo de explicar que los tiempos normales de preparación se pueden reducir 30%—50% separando los procedimientos de configuración internos y externos. Pero incluso esta tremenda reducción es ins...
.png)